





很多车间调机师傅容易忽略烘箱温度这个关键参数,要么一味升温让片材更好贴合模具,要么温度打低节省能耗。可温度过高、过低都会带来一连串质量问题,像汽配轴承托盘、电子防静电内托大批量生产时,温差失控会直接拉高报废率。今天结合苏州本地实体工厂多年量产经验,分别梳理高温、低温带来的成品缺陷,顺带聊聊定制吸塑托盘的实用价值。苏州吸塑厂家派事威吸塑自有整套成型设备,日常针对不同片材匹配专属温控标准,减少各类成型瑕疵。
一、工业定制吸塑托盘核心实用优势
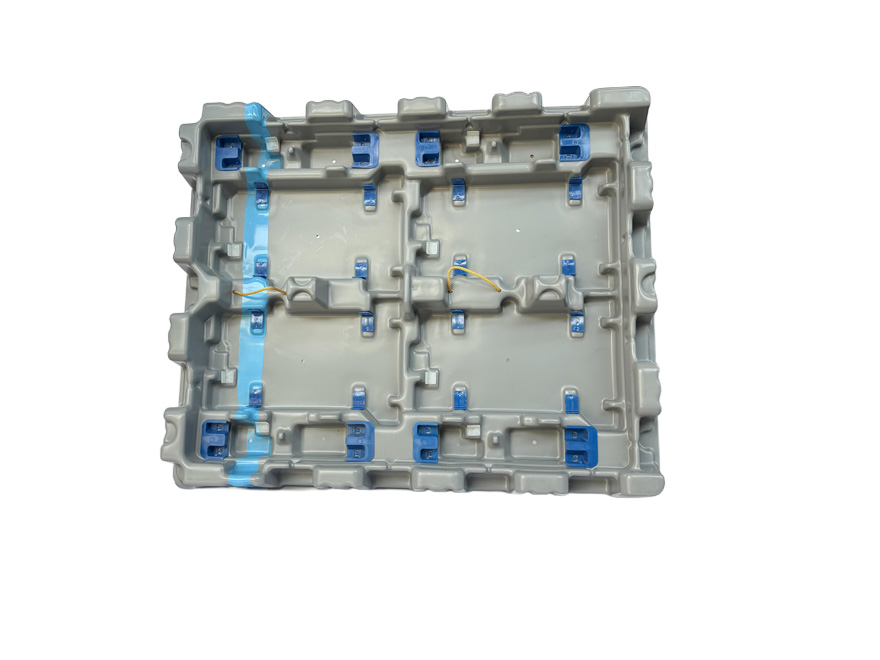
对比纸箱、通用塑料周转盒,专用吸塑托盘适配性更强,根据轴承、电机、PCB等零部件外形一体成型独立卡位,转运堆叠时零件不会互相摩擦刮伤表面。材质可选防静电、耐油改性原料,适配电子无尘车间、汽配油污车间两种工况。
加厚原生片材能够反复循环周转,仓储堆叠节省空间,长期更换耗材的开销更低。前期做好吸塑模具设计,托盘边角增设圆弧与加强筋,抗压耐拉扯性能提升。大批量吸塑包装统一成型裁切,同批次尺寸统一稳定,适配自动化流水线上下料,吸塑包装覆盖汽车、电子、五金多行业周转需求。
二、加热温度过高,容易出现多种不可逆成品缺陷
烘箱温度超出片材适配区间,塑料片材会软化过度,真空吸附拉扯时受力不均,深腔托盘边角、凸起位置壁厚大幅变薄。这类薄区受力很容易开裂,防静电托盘还会因为内部导电助剂分布被破坏,送到电子车间检测阻值直接超标。
透明PET材质托盘高温烘烤后容易发黄、起雾,表面布满细小气泡,外观达不到出货标准。HDPE耐油汽配托盘长期高温加热,分子结构受损,成品韧性下降,轻微磕碰就出现裂纹,循环使用次数大幅缩水。同时高温成型会积攒大量内应力,脱模冷却后托盘持续翘曲,卡位偏移无法固定零部件。
三、加热温度偏低,片材软化不足导致成型不达标
温度设置过低时,片材受热软化程度不够,真空吸附后无法完整贴合模具轮廓,托盘边角、凹槽位置缺料,零件放进去晃动严重,尺寸公差超出使用要求。尤其是多卡位精密电子内托,局部成型不到位会影响自动化取料。
低温成型的托盘内部应力分布不均,存放一段时间后轻微变形,堆叠高低不平。部分硬质片材温度不足,成型后表层发硬,堆叠挤压容易出现白折痕,五金件配套托盘出现折痕会划伤工件。另外低温状态下片材延展性差,深槽款式极易出现拉伸裂痕,只能整批返工。
四、温差波动大,造成同批次成品品质参差不齐
烘箱左右、前后温度不均衡,同一卷片材成型出的托盘厚薄、平整度差异明显,一部分成型完整,一部分存在气泡、缺料问题。频繁升降温度调试,会让导电片材性能不稳定,防静电数值忽高忽低,给入库质检增加大量工作量。
车间换模具、更换片材后,不能直接沿用原有温控参数,薄PET、厚HDPE、黑色导电PS各自适配的加热区间不同,需要少量打样测试,调整到稳定温度再大批量投产。
五、车间温控实操优化小技巧
日常生产按照片材类型划分基准温度,透明PET选用中等温控区间,厚片、耐油HDPE可小幅提升温度,防静电改性片材避免长时间高温烘烤。烘箱做分区控温,边角加热功率调低,减少局部过热。
生产过程定时抽检,观察托盘壁厚、表面透光状态,一旦出现发黄、缺料、翘曲及时微调温度,从源头降低次品数量。
派事威吸塑针对汽车零部件、精密电子托盘制定标准化加热参数,全车间分区恒温管控,根据零件深浅、片材厚度匹配合理成型温度,稳定每一批吸塑成品品质,适配苏州各类制造企业长期定制需求。
