





很多新模具设计阶段容易忽略拔模斜度,只关注卡位尺寸与排气布局,等到批量生产脱模时才暴露出大量不良。不管是小型电子防静电内托,还是轮毂、轴承专用厚片汽配吸塑托盘,型腔侧壁斜度不够,顶出过程都会拉扯板材,带来拉伤、变形、尺寸偏差等一系列损耗。今天结合苏州实体工厂模具开发与量产实操,梳理拔模斜度不足引发的各类脱模故障,顺带聊聊定制吸塑托盘的实用价值。苏州吸塑厂家派事威吸塑模具团队统一规范拔模标准,从源头减少脱模不良带来的原料损耗。
工业吸塑托盘核心实用优势
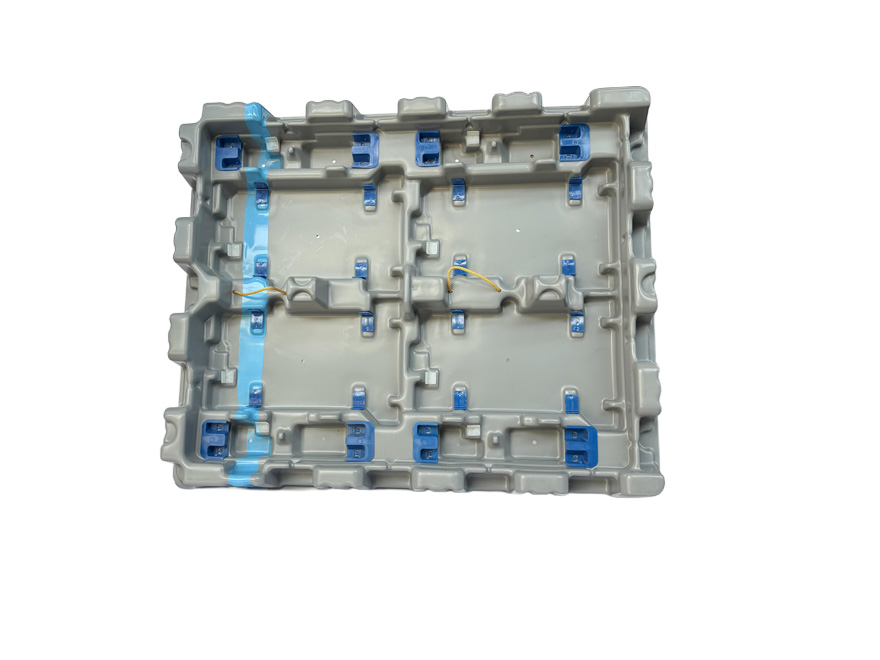
对比纸箱、通用塑料周转筐,定制吸塑托盘根据轴承、定子、PCB、电机壳体外形一体开模,独立卡位分隔工件,转运堆叠不会互相摩擦划伤金属与电子元件表层。材质可选用防静电、耐油加厚原生片材,适配电子无尘车间、汽配油污车间两种生产环境。
加厚板材支持上百次循环周转,仓储堆叠紧凑,长期更换耗材的投入更低。前期做好吸塑模具设计,侧壁预留合理斜度,让脱模顺畅无拉扯。大批量吸塑包装统一成型裁切,同批次尺寸稳定,适配自动化流水线上下料作业,吸塑包装覆盖零部件仓储、长途转运全场景。
一、托盘侧壁大面积拉伤,产生不可逆白纹划痕
模具型腔侧壁垂直、拔模斜度偏小,成型后的托盘内壁会紧密贴合模具表面,脱模时板材与模壁发生强力摩擦拉扯,侧壁出现成片白色拉伸纹路。透明电子托盘白纹直接影响外观,无法用于成品展销。
黑色导电汽配托盘拉伤后表层凹凸不平,存放轴承、转子时容易刮伤工件镀层,大批量成品只能筛选作废,原生导电片材损耗明显。厚片托盘拉伤痕迹更深,循环周转几次裂纹就会顺着白纹延伸,大幅缩短使用周期。
二、脱模卡滞,托盘局部撕裂出现破口
斜度过小的深腔模具,托盘边角、卡位侧壁紧紧吸附在模腔,顶针顶出受力集中,薄弱位置直接被扯破。尤其是轮毂、差速器这类深腔汽配托盘,腔体高度大,垂直侧壁摩擦力极强,脱模破口概率更高。
破损托盘无法固定零部件,运输途中工件掉落磕碰,给客户带来产品报废损失,同时工厂需要额外安排返工补产,拉长订单交付周期。
三、成品永久翘曲,尺寸公差超出使用标准
脱模拉扯过程会在板材内部积攒大量内应力,托盘取出冷却后持续扭曲变形,四边向上翘起、卡位偏移。自动化产线取料时频繁卡料,影响车间加工效率。
多格电子内托翘曲后元器件放置松动,堆叠存放高低错落,占用更多仓储空间;汽配厚托盘变形后无法对齐堆叠,长途运输挤压破损概率大幅提升。
四、同批次产品品质差距扩大,质检成本上涨
拔模斜度不足没有统一解决办法,只能依靠调机放缓脱模速度,即便如此每一模托盘拉伤程度都不一致。有的轻微划痕可勉强使用,有的大面积撕裂直接报废,人工逐件检测筛选工作量成倍增加。
对尺寸管控严格的出口电子托盘,轻微形变也会判定不合格,整批货物可能面临拒收,原料、人工、物流多重损耗叠加。
五、模具拔模斜度标准化设计建议
薄片电子内托侧壁预留3°至5°拔模斜度;2mm以上厚片汽配托盘、深腔模具提升至5°至8°;内壁光滑模具可适度下调,带纹路、防滑槽型腔加大斜度。
新模具打样前核查型腔侧壁斜度,脱模出现拉伤立刻修改模具,不要依靠调机弥补结构缺陷,长期来看更节省生产成本。
派事威吸塑模具开发环节统一规范拔模斜度标准,针对电子、汽配不同规格托盘匹配对应模具结构,降低脱模拉伤、撕裂等不良品产出,稳定每一批吸塑托盘成品品质。
