





不少汽配、电子企业定制工业吸塑托盘时会陷入选择难题:一部分采购认为模具决定产品外形,优先投入优质模材;另一部分觉得真空成型参数才是控制壁厚、阻值的关键。其实二者不存在单一最优选择,模具是成型基础载体,真空工艺是品质调控手段,主次、作用完全不同,缺一不可。
今天苏州本土配套工业零部件苏州吸塑厂家派事威塑业结合多年打样、大批量生产经验,分清两者定位,顺带聊聊工业吸塑托盘核心优势。
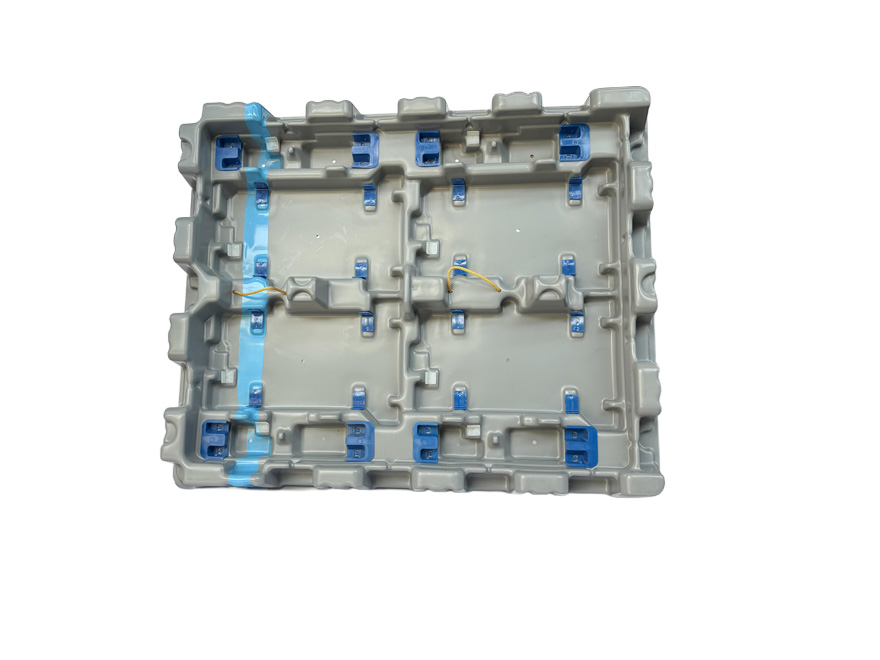
工业吸塑托盘核心实用优势
工业吸塑托盘根据轴承、电机壳体、PCB电路板等零部件轮廓一体成型独立卡位,工件分区摆放,仓储、流水线转运时避免金属触点磕碰划伤。厚片款承重能力强,可循环上百次周转,长期替代一次性包装能压缩耗材成本;防静电款适配无尘电子车间,阻断静电击穿元器件风险。托盘尺寸、壁厚、耐用度由模具与成型工艺共同决定,只侧重其中一项很容易出现批量不良。前期做好吸塑模具设计,再匹配专属真空参数,成品稳定性大幅提升。大批量吸塑包装可成套配套泡壳同步生产,适配整车、电子全链路流转,吸塑包装兼顾周转与成品封装需求。
一、模具:托盘成型的底层基础,先天缺陷无法靠工艺弥补
模具相当于吸塑托盘的“骨架”,决定卡位尺寸、深浅、圆角、排气、水路等先天结构,很多成型瑕疵根源都来自模具设计缺陷。 如果模具转角无R角、拔模斜度过小、排气孔稀疏、冷却水路排布混乱,后续无论怎么调整真空、加热参数,都无法彻底解决边角开裂、壁厚不均、脱模拉伤等问题。优质铝模具备均匀散热、完整排气、合理拉伸余量,为稳定成型打下基础;劣质石膏、简易铜模即便精细调机,同批次托盘尺寸、厚薄误差依旧偏大。长期大批量订单,优先保证模具加工精度,减少后期工艺调试成本。
二、真空成型工艺:品质调控核心,用来弥补模具适配性不足
真空成型包含烘箱温控、分段负压、上模下压、冷却时长整套参数,属于后天品质调节手段。
同一款模具,搭配不同真空工艺,成品差距十分明显:
深腔托盘采用低压预拉伸工艺,能缓解局部薄边;防静电片调低真空峰值,避免导电层撕裂;PP材质匹配温和成型曲线,减少拉伸发白。
模具结构合格的前提下,标准化真空工艺可以把次品率压到很低;但模具本身存在硬伤,再精细的参数调整只能轻微改善,无法根除批量不良。工艺更多作用是适配片材材质、平衡板材拉伸幅度。
三、短单打样 vs 长期大单,两者侧重不同
1、短期小批量打样订单:可选用经济型铜模,重点优化真空成型工艺,依靠分段负压、分区温控抵消模具轻微缺陷,控制前期开模投入;
2、常年大批量循环订单:优先投入高精度铝模,完善圆角、排气、水路结构,再配套专属真空成型程序,量产时工艺调整幅度小,原料损耗、人工质检成本持续降低。
汽配轮毂、电控托盘这类长期周转产品,优先保障模具精度更划算。
四、常见误区:只看重其中一方带来的生产问题
误区一:只追求好模具,忽略真空工艺匹配。优质模具搭配高压快成型参数,依旧会出现薄边、阻值飘移,原料损耗居高不下;
误区二:只依赖调机,缩减模具开模预算。简易模具反复调试真空、加热参数,每天需要多次校准,产能受限,长期次品损耗远超模具差价。
合理方案:模具做到基础结构达标,再按片材材质、托盘深浅定制真空成型流程,两者配合才能稳定产出合格托盘。
五、模具与真空工艺协同定制实操流程
第一步,根据工件尺寸、周转周期设计模具,统一圆角、排气、冷却水路;
第二步,模具完成后小批量试产,测试壁厚、外观、阻值;
第三步,针对试产瑕疵调整真空、加热、冷却全套成型参数;
第四步,参数稳定后固定标准,大批量投产,定期复核模具磨损情况同步微调工艺。
派事威塑业 同步把控模具加工与真空成型两大环节,根据客户订单量、使用工况匹配模具材质与专属成型工艺,兼顾尺寸精度与成品良率,适配苏州汽配、电子制造企业各类工业吸塑托盘长期定制需求。
