





很多汽配企业定制轮毂、差速器深腔吸塑托盘时,直接交付图纸开模,忽略成型配套参数核对,等到大批量生产才出现侧壁过薄、脱模撕裂、阻值不稳等问题,返工修模耗费大量时间与成本。深腔产品拉伸幅度远大于常规浅盘,模具结构、设备参数需要提前匹配。今天苏州本地深耕厚片深腔吸塑配套苏州吸塑厂家派事威塑业结合大量开模实操,整理开模前必须确认的成型参数清单,顺带聊聊深腔吸塑托盘实用优势。
深腔吸塑托盘核心实用优势
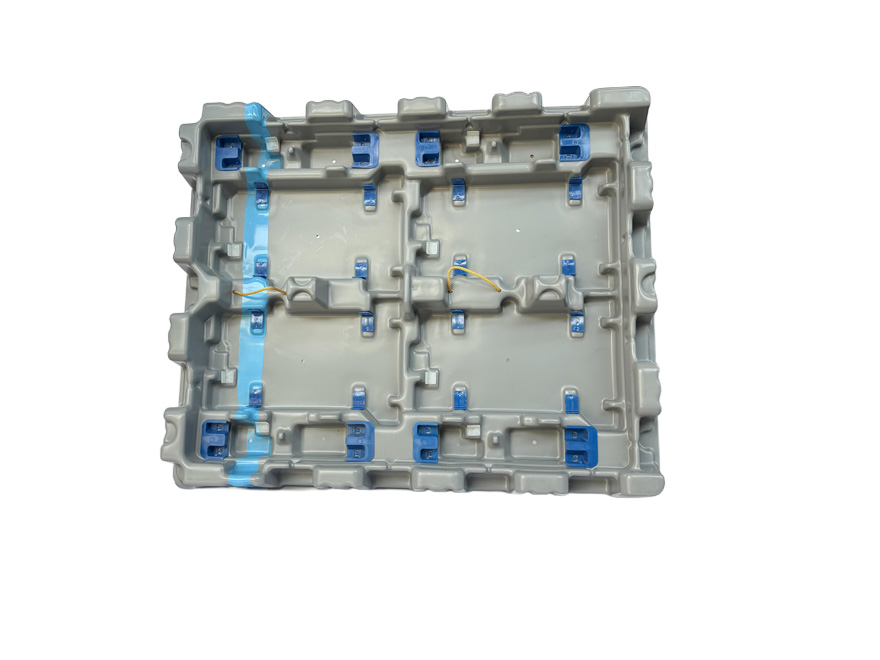
深腔吸塑托盘采用加厚厚片一体成型,专门容纳轮毂、电机壳体、轴承等高低落差大的重型零部件,完整包裹工件,堆叠转运时避免金属表面磕碰划伤。耐油基材适配汽配切削车间,可数百次循环周转,长期使用降低一次性包装开销;添加导电助剂的款式,可用于汽车电控组件存储,规避静电损伤元器件。深腔托盘成型难度更高,前期参数确认直接决定良率,前期做好吸塑模具设计,同步锁定全套成型参数。大批量吸塑包装可配套小件泡壳成套开模,统一成型标准,吸塑包装适配整车仓储物流线。
一、片材基础参数,开模首要确认项
开模第一步锁定片材规格,包含材质类型、板材厚度、是否防静电。PP、PET、永久导电片拉伸性能差异大,模具拉伸余量、圆角标准完全不同;厚片与薄片所需模框高度、水路排布也有区分。若中途更换片材,原有模具极易出现薄边、发白缺陷,开模前必须固定长期使用的片材参数,同步告知厂家回料添加比例,方便预留成型调整空间。
二、拉伸余量与壁厚控制参数
深腔卡位拉伸距离长,开模图纸不能只标注成品尺寸,需要确认各处目标壁厚、最大允许厚薄差值。模具底部、侧壁、转角预留对应拉伸补偿量,深腔位置加大圆角半径,降低拉扯力度。提前和模具厂确认壁厚管控标准,四探针、壁厚卡尺检测点位同步标注,避免成型后局部厚度不达标,工件承重不满足使用需求。
三、烘箱温控适配参数提前规划
不同材质深腔片耐受温度区间不一样,开模阶段就要同步规划分区加热需求。大面积深托盘需要模具对应区域独立升温,模具结构上预留热风避让空间;导电片需低温成型,模具散热水路要加密设计。提前确认成型标准烘烤区间,模具水路按照温控需求排布,防止后期因温差造成板材软硬不均,出现褶皱、撕裂。
四、真空分段成型配套参数
深腔产品不能全程高压抽真空,开模前确认分段负压标准:低压预排气时长、成型中压峰值、保压时间。模具底部、侧壁加密排气孔,匹配分段真空流程;模腔边角增设侧排气,解决积气造成麻点、厚薄偏差。如果开模时只做简单排气,后续只能长期降低产能,延长成型节拍。
五、冷却水路与定型时长参数
冷却参数直接影响托盘翘曲变形,开模前确认深浅型腔水路布局、水流标准、基础定型时长。深腔底部、转角位置增加水管排布,缩小模具温差;根据片材厚度设定最低冷却周期,模具厚度、散热槽同步匹配冷却需求。参数缺失会导致托盘下线后持续变形,尺寸偏移无法匹配自动化工装。
六、脱模与顶出配套成型参数
开模前确认拔模斜度、顶针排布位置、分段顶出速度参数。深腔侧壁摩擦力大,模具统一加大拔模角度,顶针避开卡位侧壁,防止脱模划伤导电层、撕裂板材;同步确认是否减少脱模剂使用,防静电托盘模具需预留清洁空间,避免绝缘油污残留影响阻值检测。
七、开模参数标准化核对流程
客户提供工件图纸后,先锁定片材、壁厚两大核心参数,再依次核对温控、真空、冷却、脱模配套模具结构;模具加工完成后小批量试产,按照前期确认参数成型,多点检测壁厚、阻值、平整度,全部达标再大批量投产。
派事威塑业 在深腔吸塑开模前期完整核对全套成型配套参数,模具结构与设备工艺同步匹配,大幅降低修模、量产次品损耗,可按需定制轮毂、电机壳体各类深腔汽配吸塑托盘。
